звук булата
В.В.Кузнецов.
Выплавление булата
Послесловие
Тайн булата не существует. Никаких. Если кто-то знает хоть одну, пусть напишет, только не такую: чем пахнет булат, если его кашемировой шалью натереть. Остались спекуляции на несуществующих тайнах. Поэтому, если в первом предложении в статье рассказывается, что Индия — родина булатов и слонов, а потом доказывается, что в булате есть чёрные дыры, которые гоняются друг за другом со скоростью слонов, то лучше стряхнуть лапшу с ушей и отложить эту статью в сторону, ценной информации в ней нет (И.Толстой "Наследие русского булата", "Прорез", №4(25), 2005г). Цитата: "Чёрные дыры, обладающие массой и энергией, скорость которых достигает 11км.сек." Сразу возникают вопросы: спидометром какой фирмы воспользовался исследователь, замеряя скорость чёрных дыр? Приведённая цифра - не круглая "99% от Второй космической - это погрешность прибора, или точная цифра? Серия каких опытов доказала пользу этих дыр для рабочих свойств булата? Мне, как опытному булатчику, сразу видно, что это чёрная оспа на здоровом теле булата и от неё надо избавляться. Надо выяснить на каком этапе происходит заражение, если этого нельзя избежать, то булат надо лечить. Решение простое: посколько дырам не хватает скорости, надо слиток перед ковкой привязывать к наждачному кругу - при скорости 3000 оборотов в минуту и диаметре 200мм. ускорение будет несколько сотен "g" - этого дополнительного толчка будет достаточно, чтобы скорость чёрной заразы привысила Вторую космическую, она осыпалась с булата, как вошь от керосина и улетела с орбиты Земли. Тогда булат мастера станет чистым, звонким, упругим и режущим. Тот кто в моей статье найдёт несуразицу, нелепицу, незнание каких-то законов и докажет это — получит слиток лучшего в мире булата, легированного, или простого, на выбор.
Я привёл список сталей по качеству, к этому списку необходимы два дополнения. Так сейчас, большинство способов производства сталей не существует, просто изжили себя. За рубежом, например, кроме электростали более ничего нет.
Хотя сварная сталь (дамаск) стоит в самом низу, это показывает только то, что он всегда хуже той стали, из которой он сделан. Так что, если дамаск очень качественно сварить из булата (С=3%), чего никто не делал, то он может сравняться с электросталью.
Не утихают споры о происхождении вутца, хотя говорить здесь не о чем: вутц - это отливка и тому есть убедительное и неопровержимое доказательство - его структура. В любом слитке из тигля есть верхняя корка грязного пористого металла, есть сегрегация и ликвация, а в вутце всё это отсутствует. Собственно вутец и создавался для того, чтобы от всего этого избавиться. А дело было так: индусы научились булат разливать по формам. Для этого надо было решить небольшую техническую проблемму: как избежать контакта расплавленного металла с воздухом. Надо было лить под слоем шлака в нагретую форму, в которой находится жир. Есть полностью литые кутары ( ковка исключена), есть литые карды и булавы. Вутец тоже отливка и она решала сразу несколько проблем. Экономически не выгодно варить маленькое количество булата, поэтому варили сразу, скажем, два литра, 16 кг. Когда булат был сварен, то сливали один-два кг. верхнего грязного металла для следующей переплавки, потом в 10- 12 форм выливался отборный первак, а грязь со дна выливалась отдельно. Решалась первая задача: деление большой массы на мелкие, удобные для обработки. Вторая задача: избавление от грязного металла. Третья задача: избавление от ликваций и сегрегаций, т.е. в пределах одного слитка булат обладал равномерной структурой и одинаковым содержанием углерода. Многих удивляет форма вутца - лепёшка, неудобная для ковки. Это неудобство вынужденное, важнее было получить качественный булат, а уж потом мы его как-нибудь раскуём! Разлить абсолютно поровну под слоем шлака невозможно, поэтому слитки были разными по толщине. Более толстые осаживали, т.е. все их равняли по толщине, а диаметры становились разными. Часто на поверхность лепёшки наносились косые и прямые сетки ударами молота, достаточно было глубины 1мм. Потом следовал отжиг. Стенки небольшой конусной ямы в земле выстилались слитками, на дне ямы разводился костёр из хвороста и этот костёр непрерывно заваливался новыми порциями, чтобы пламя не бушевало, а тлело. Отжиг длился неделю. Аустенит разлагался на феррит и цементит и высокоуглеродистая сталь превращалась в булат. Там, где были насечки, кристаллы были крупнее - это создавало рисунок на готовом изделии. Отсюда вывод: если мы хотим получить рисунок идентичный старинному, то надо полностью повторить технологию, а иначе это будет попытка приготовления торта "Наполеон", но без слоёв и с кипящим маслом. Именно поэтому я не озадачиваюсь получением рисунка, аналогичного индийскому - это невозможно, поскольку требуется та же технология.
Начинающие плавильщики булата, да и более опытные, твёрдо убеждены, что вся проблема получения булата — наличие хорошего тигля. «Был бы тигель, чтоб 3.000° держал — остальное чепуха!» Так заявлять — это всё равно, что воскликнуть: «Дайте мне скальпель поострее и я вам сделаю операцию на сердце. Прямо здесь на скамеечке, в теньке».
Даже наличие искомого тигля не отменяет знание металлургии. Когда читаешь, что плавильщик в качестве флюса использовал стекло и кирпич, то результат предсказать можно заранее, поскольку оба эти компонента даже в принципе не являются металлургическим шлаком.
Хороший тигель необходим, кто спорит, но это всего лишь первая маленькая ступенька. Производство тигельной стали всегда упиралось в проблему получения качественных тиглей. На каждом комбинате был цех, где их делали и секретов при создании хорошего тигля не меньше, чем в лаке Страдивари.
Главная проблема получения булата, как сверхуглеродистой стали, заявлена у меня в начале статьи — это чистота металла.
Немного истории. Буквально все публикации о булате за последние 150 лет утверждают: «Производство булата прекратилось, когда была выработана линза сверхчистой руды». Не будем сейчас выяснять правы ли авторы насчёт месторождения, а зададим вопрос: «Почему разговор идёт о сверхчистой руде?» Дело в том, что переплавляя руду из любого известного человечеству месторождения без очистки от вредных примесей, мы получим в результате сталь с содержанием С=0,8% - 1,2%. За этим пределом сталь будет нековкой, либо изделие не будет обладать достаточной прочностью. Поэтому производство стали сейчас разбито на два цикла. Первое: получение чистого железа, второе — его науглероживание. Железо получают двумя способами: очищая шихту шлаками, либо прямым восстановлением из руды.(железо ПВ). Углерод при очистке является такой же вредной примесью и тоже удаляется до уровня в 0,03% - 0,05%. Очень чистое железо, полученное первым способом, можно науглеродить до уровня 1,8% - 1,9% и эта сталь будет ковкой. (Если в этой стали есть хром — то до уровня в 2,3%, но я рассматриваю случай чистого Fe). Железо ПВ науглероживается до уровня в 3,5%, давая ковкий чугун. В очень примитивной, упрощённой форме я изложил азбучные, но непреложные истины, обойти которые не удастся никому.
Отсюда простые выводы. Выплавить булат можно либо из железа ПВ, либо, взяв очень чистую электросталь в два цикла: очистить, потом науглеродить. Любые мистические добавки грязной руды и столь же грязного демидовского железа привносят только грязь. Вот поэтому-то и пишут уже 150 лет о таинственном месторождении, которым владели индусы. Авторы этих публикаций считают, что у индусов было достаточно ума, чтобы сварить булат, но явно не хватало сообразительности додуматься до очистки железа. Логика странная, несомненно. Как раз в тигле выплавить высокоуглеродистую сталь не представляется особо трудной задачей.
Древний металл явно очищен, подогнан под стандарт по некоторым пунктам. Есть элементы, которые сильно уменьшают вязкость металла и уже чётко определён уровень их присутствия в нём. Так, если вы хотите выплавить булат с уровнем 2,5% - 3% С, ковкий и прочный, то в нём должно быть Si = 0,1%; Mn = 0,08%; В = 0,025%. Эти цифры я добыл сам с бою в сотнях опытов, эти же цифры может подтвердить пан Назаренко по адресу www.bulatnvr.ur. Василь Романович с 1987 г. выплавляет ковкий чугун при С=3,5%. Анализы персидских булатов тоже эти цифры подтверждают, правда, персы ещё строже: Si=0,05%; Mn=0,06%; В=0,02%.
Кремний в ножевой стали улучшает режущие параметры, ну, а в булате — он злейший враг, т.к. он стимулирует выделение свободного углерода.
Сейчас логика и производителя, и потребителя проста и прямолинейна: раз сталь переплавлена в тигле и обладает узором — значит это булат, имеющий суперсвойства, которые никто уже не проверяет.
В этом утверждении ошибка уже в начале. Можно сталь переплавить в тигле, загрязнить её, обезуглеродить и превратить в шлак. Абсолютно вся сталь обладает узором, я ранее показал много фотографий этих узоров, можно продолжить это ревю. Вот рисунки на стали 5 Х 7, 8 Х6. Эти стали дают большое разнообразие рисунков в зависимости от способов ковки. Правда, я никогда не говорил, что это «ёжико-волновая» булатная сталь, поскольку рисунок на стали никаких свойств ей не добавляет, только красивость.




Так что ни тигель, ни узоры ещё ничего не доказывают. Даже промежуточные результаты — твёрдость и уровень углерода не всегда гарантируют прочность и высокие режущие свойства, если металл остался грязным.
Итог.
Сталь относительно равномерна по структуре, а булат нет, и этот нюанс обуславливает всё различие в свойствах.
Итак, серый булат:
- Не закаливается.
- Гнётся за пределом упругости.
- Обладает повышенной коррозийностойкостью.
- Не режет, если С меньше 1,8%.
Теперь чуть подробнее.
- Булатная матрица — это сталь с содержанием углерода 0,3% - 0,4%. Если закаливать 800° - 850° в воде, масле, то матрица, а соответственно весь булат показывает 30 - 45 ед HRC. Вопрос: а зачем это вообще делалось? Карбиды как были, так и остались — эта закалка ничего им не прибавила, режущие свойства не возросли. Оказывается, только для упругости. Твёрдость 20 - 24 ед HRC — это сырая Ст.3, упругостью не обладает. Это свойство булата — не закаливаться выше 45 ед HRC, самое определяющее.
- Все механические свойства булата обуславливаются его матрицей — Ст.3 — Ст.45. Такую сталь можно закалить до большой твёрдости: нагрев 950° - 960° и в ледяную воду (см.учебники и справочники), но при таком нагреве произойдёт разложение цементита; поэтому слабый нагрев, небольшая закалка, повышенная прочность. Клинок за пределом упругости деформируется, а не ломается. Сильно деформированный клинок можно выпрямить, нагревая его до невысоких температур, или даже на холодную — изменений в структуре не происходит, снижения механических свойств тоже.
- Коррозийностойкость булата обусловлена его чистотой и плотностью, а иногда и слабым легированием. Булат не ржавеет хлопьями, а лишь патинируется, как легированные электростали.
- Если сварить булат, в котором С = 0,8%, то 0,3% останется в матрице, а 0,5% выделится в виде цементита по границам зёрен. После протравки лишь кое-где видны блёстки, но именно этот цементит и режет. Ощущение такое, что взяли в руки пилу и пытаетесь перепилить фанеру поперёк, а она застревает между зубьями пилы.

Мысленно осадите эту поверхность ковкой, сожмите её и всё равно цементит на кромке будет попадаться не чаще, чем телеграфные столбы вдоль дороги.
Булат начинает прилично резать когда в нём 1,8%С. Появляется лёгкость реза, обусловленная микропилой, износостойкость, сравнимая со сталью в диапазоне 0,8%-1,2%С. ( Для забывчивых напоминаю, что прочность булата на 30%-35% выше, в этом и есть его преимущество. Кроме того для длинномера важнее лёгкость реза, а то, что зубцы редкие — не так важно, поскольку велика скорость протяжки). Отсюда следует, что высокое содержание углерода в булате — это насущная необходимость. В стали всегда проблемы с прочностью, а в булате — с резом. Задачу упрочнения стального изделия можно решить зонной закалкой, либо дамаском — трёхслойкой, либо наваркой по лезвию, и меньшей кровью добиться тех же результатов, что и в булате.
Согласен, что эта новость ошеломляющая для всех, кто вырос на легендах, но всё это следует из структуры булата и подтверждается тестами. Надо помнить, что это сказано именно о булате, т.е. стали, которая после закалки гнётся.
Итак, булат состоит из двух компонентов — сталь 3 и цементит (С=6,67%). Если этой дифференциации нет, то это — сталь, т.е. однородная масса металла. Что сейчас всех вводит в заблуждение? Это наличие двух структур, одна из них — это функция слитка, вторая — соотношение цементита и матрицы, т.е. именно булатная структура. В первом случае можно взять железо (С=0,03%), бронзу, алюминий или сталь С=1,8%, расплавить, остудить и после глубокой протравки мы увидим узор, но этот узор зависит от скорости остывания металла в слитке, к булату никакого отношения не имеет. В конечном итоге мы так и получим железо, бронзу или сталь.
Если сталь высокоуглеродистая, то содержание углерода в зёрнах снижается очень медленно. Только 3 часа плавки гарантированно дают 0,3%С в зёрнах, а если прервать процесс, то можно получить частично выделенный цементит и матрицу с 0,9%С и это опять же будет сталь, насыщенная аустинитом и цементитом. Менее 0,3%С получить нельзя, поскольку процесс идёт равномерно в обе стороны: выделение – разложение цементита.
Время варки булата зависит от массы слитка, но не от уровня С. Если булат сварен и его матрица содержит 0,3%С - 0,4%С, то его твёрдость не превышает 24 ед.HRC, если твёрдость больше, то соответственно в матрице больше углерода. Все структуры наблюдаются на не раскованном слитке, поскольку после ковки и протравки может стать доминирующей структура слитка, а не булата.
Исследование булата началось 250 лет назад, выяснили многое, но зашли в тупик, посчитав железные дендриты основой булата, а на самом деле он отличается от стали композитностью. На мой взгляд, исследование затянулось и пора поставить точку. Получение композитности — это и есть получение булата, а добиваются этого простым путем — варкой шихты. Итак, получение булата основано на свойствах железа. В диапазоне температур 911° - 1392° молекула железа имеет форму К12, это гамма-железо и растворимость углерода в нём 6,66(6)%. При температуре 1430° гамма-железа не существует, оно перестроилось в альфа-железо с формой молекулы К8 и растворимостью углерода 0,002%. Поэтому в тигле, при отсутствии растворённого кислорода, не образуется угарный газ и закись железа, а идёт образование цементита и получается композит: низкоуглеродистая матрица и дендриты цементита. При высоких температурах варки идёт измельчение цементита и булат будет ковким сразу после остывания без дополнительной термообработки. Таким образом разница между сталью и булатом находится на молекулярном уровне. Механизм получения булата ясен, исследования завершены, поскольку даже если ещё 250 лет пройдёт, то ничего нового не прибавится. Вот и вся правда о булате, которую вы так хотели узнать, но боялись спросить.
Поскольку меня читают не металловеды, я хочу графически показать разницу в структурах стали и булата ( упрощённо, без перлитно — ледебуритных смесей ).
Дендриты железа; кристаллы, выросшие от неровностей дна тигля; недорасплавы любых сочетаний; различие в хим. составах шихт — все это никакого отношения к теме не имеет. Важно только выделение цементита, его дисперсность и равномерность распределения в матрице для определения: булат это или нет и какого он качества.
Условные обозначения:

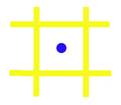
Молекула железа (альфа-железо),
кубик из 8-ми атомов Fe, не закаливается
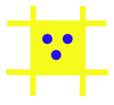
Молекула стали,
кубик из 8-ми атомов железа + атом углерода закаливается до 64 ед. HRC
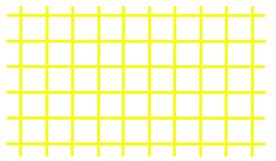
Аустенит (гамма-железо с растворенным в нем углеродом), кубик из 12 атомов Fe + С до 2,14% не закаливается

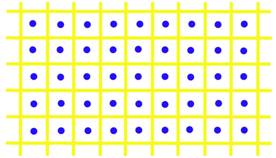
Цементит, пирамидка из 3-х атомов Fe + атом С, твердость до 70 ед. HRC, не закаливается, начинает разлагаться на железо и графит при температуре 738°С
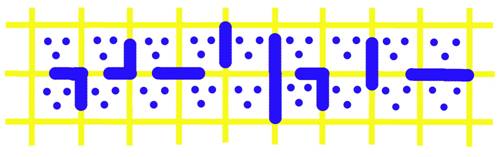
Железо
 Молекула из 8 атомов Fe, кубик.
Молекула из 8 атомов Fe, кубик.
Не закаливается
Сталь (например, У-8, С=0,8%)
Молекула из 8 атомов Fe + атом С (для У-8 — в каждом кубике), закаливается до 64 ед. HRC
Булат (например, черный, С=1,2% + 0,4% в матрице)
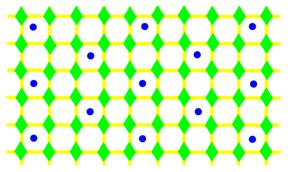
Молекула из 8 атомов Fe. На стыках — молекулы цементита Fe3С.
Не закаливается
Чугун будет состоять из молекул аустенита. Высокоуглеродистая сталь тоже будет содержать аустенит.
Серый чугун
 Аустенит + графит
Аустенит + графит
После отжига не раскуется из-за графита.
Заэвтектоидная сталь
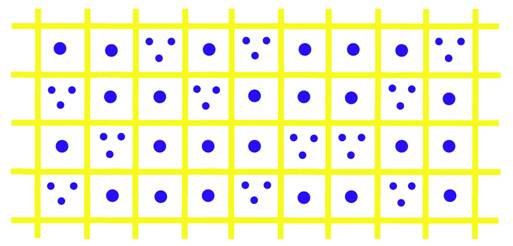 Сталь разбавлена аустенитом, твердость и ковкость ее уменьшаются с увеличением уровня углерода.
Сталь разбавлена аустенитом, твердость и ковкость ее уменьшаются с увеличением уровня углерода.
От уровня 0,8%С до 2,14%С идет плавное превращение стали в чугун.
Серый булат
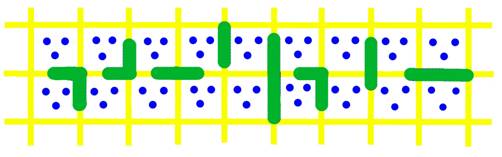 Расковывается после отжига и разложения аустенита.
Не закаливается.
Расковывается после отжига и разложения аустенита.
Не закаливается.


