В.В.Кузнецов. www.kuznec.com.
Доклад на булатной конференции апрель 2011года
О природе булата
П.Н.Аносов справедливо полагал, что сталь, после отжига, превращается в булат. Судил он об этом, токмо по рисункам на этой стали, схожими с булатными.
Мы сейчас знаем химизм процесса. Во время отжига стали остаточный аустенит разлагается на феррит и цементит. Вот эта малость и дает различие в свойствах стали и булата. В булате нет остаточного аустенита, который уменьшает ковкость, прочность и режущие свойства металла, но увеличено содержание цементита.
Приведу один пример: на осеннем «Клинке» 2010 г. проводились испытания реж. свойств сталей. Первое место занял нож из стали Х12МФ – 500 резов, последнее место: нож из стали Х12МФ – 10 резов. Первый нож отжигался на булат по методике Аносова, второй нож подвергался ТМО для стали. Разница в результате – в 50 раз. Может быть эта цифра кому-то не убедительна, а мне так даже очень.
Вывод: получение булата – это два этапа.
- Выплавление чистой заэвтектоидной стали.
- Отжиг.
Не твердость матрицы обуславливает высокие реж. св-ва булата, а отсутствие остаточного аустенита, высокий уровень карбидов и их дисперсия.
Итак: булат – это отожжённая заэвтектоидная сталь. Если достигнута чистота и необходимый состав металла, то не важно, где он выплавлен: на комбинате, или в тигле у вас во дворе. В тигле сами собой не зарождаются огненные саламандры. И возня с тиглем оправдана только в том случае, если выплавлена более чистая сталь, нежели промышленная. Иначе может оказаться, что отожженный на булат напильник будет лучше вашего тигельного «булата». На сегодняшний день для всех булатчиков есть планка – отожженная на булат сталь. Преодолейте этот барьер не рисунком, а свойствами, тогда и говорите, что выплавляете булат.
Булат – это не процесс, а структура: матрица + карбиды – остаточный аустенит. Если принять определение природы булата, как композита, то это упростит понимание его свойств, их можно будет прогнозировать, а заодно ликвидирует путаницу, которая ныне существует и основана на способах производства: тигельный булат, сварной, литой и пр. Важен результат, а не процесс. К примеру, японская сталь для мечей, сначала восстанавливается из руды, потом рафинируется кузнечной сваркой (до 60 000 слоев), постоянно при этом отжигается и в результате получен булат чистой воды: с выделением крупных конгломератов цементита (ниэ), и мелких, в виде туманностей (ниой). Конечно, этот булат отличен от индийского: нет строгого расположения рядов зерен цементита, их размер различен, но суть – та же самая: получен композит и свойства его аналогичны: повышенные реж. и руб. св-ва, повышенная прочность на излом.
Суть булата (на сегодняшний день) я определил бы так:
33% — выплавление чистой заэвтектоидной стали;
33% — ее отжиг;
34% — ее ковка.
Один из способов получения рисунка на булате
Если во время варки булата (от одного источника тепла) достигнуто кипение металла, идет спокойная ровная конвекция, то после остывания, слиток весь пронизан серебристыми нитями карбидов снизу доверху. Опытный глаз кузнеца, работавшего с дамаском, сразу увидит богатые возможности создания множества разнообразных рисунков на поверхности изделия.
Вот так выглядит разрез слитка:

Так выглядит распил полосы булата (взята ¼ часть слитка, сделано 20 ковочных циклов, толщина полосы 12 мм). Появились четкие слои.

Вот окончательный результат: изделие. Первый снимок: поверхность не фрезерована, рисунок повторяет шлиф слитка.
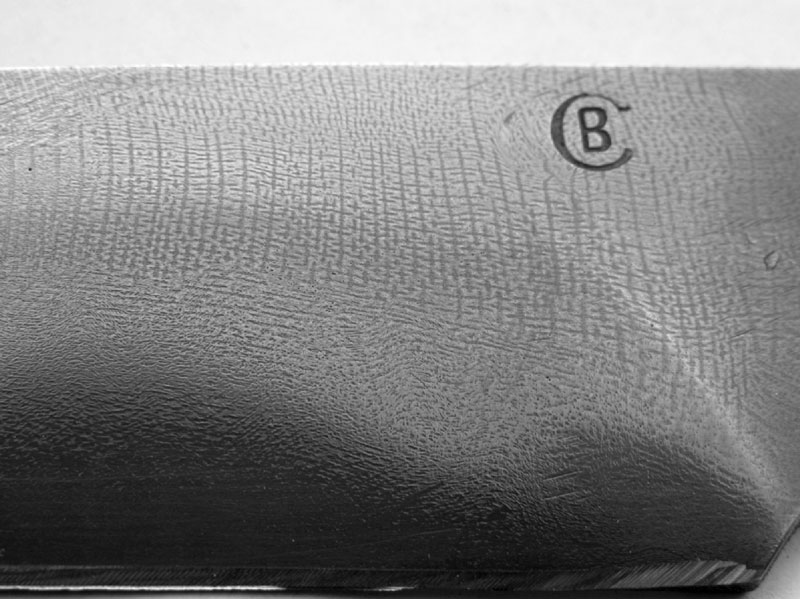
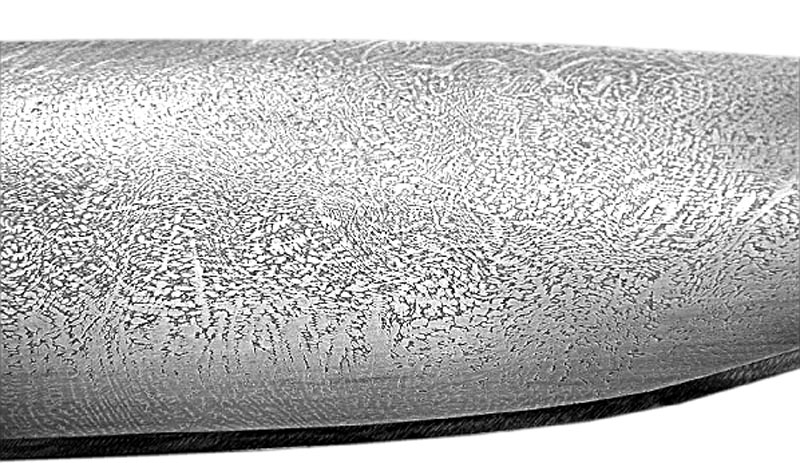
Фрезерованный мысик, слои срезаны, рисунок сложный.
На самом деле, рисунки можно создать любые, так же, как и в дамаске – штампами и фрезерованием, поскольку есть около 150 слоев чередования карбидов и феррита: сделать можно розочки, можно лестницы, все, что хочется.

